

ნახშირბადის ბოჭკო არის ბოჭკოვანი მასალა, რომლის ნახშირბადის შემცველობა 95%-ზე მეტია. მას აქვს შესანიშნავი მექანიკური, ქიმიური, ელექტრო და სხვა შესანიშნავი თვისებები. ის არის „ახალი მასალების მეფე“ და სტრატეგიული მასალა, რომელიც მოკლებულია სამხედრო და სამოქალაქო განვითარებას. ცნობილია როგორც „შავი ოქრო“.
ნახშირბადის ბოჭკოს წარმოების ხაზი შემდეგია:

როგორ მზადდება თხელი ნახშირბადის ბოჭკო?
ნახშირბადის ბოჭკოს წარმოების პროცესის ტექნოლოგია დღემდე განვითარდა და მომწიფდა. ნახშირბადის ბოჭკოვანი კომპოზიტური მასალების უწყვეტი განვითარების შედეგად, ის სულ უფრო და უფრო პოპულარული ხდება ცხოვრების ყველა სფეროში, განსაკუთრებით ავიაციის, საავტომობილო, რკინიგზის, ქარის ენერგიის ძრავების და ა.შ. ძლიერი ზრდისა და მისი მამოძრავებელი ეფექტის გამო, ნახშირბადის ბოჭკოვანი ინდუსტრიის განვითარებაზეა ორიენტირებული. პერსპექტივები კიდევ უფრო ფართოა.
ნახშირბადის ბოჭკოს ინდუსტრიის ჯაჭვი შეიძლება დაიყოს ზედა და ქვედა დინებად. ზედა დინება, როგორც წესი, ნახშირბადის ბოჭკოსთვის სპეციფიკური მასალების წარმოებას გულისხმობს; ქვედა დინება, როგორც წესი, ნახშირბადის ბოჭკოსთვის განკუთვნილი კომპონენტების წარმოებას გულისხმობს. ზედა და ქვედა დინებას შორის მყოფ კომპანიებს შეუძლიათ ისინი ნახშირბადის ბოჭკოს წარმოების პროცესში აღჭურვილობის მიმწოდებლებად მიიჩნიონ. როგორც ნაჩვენებია ფიგურაში:
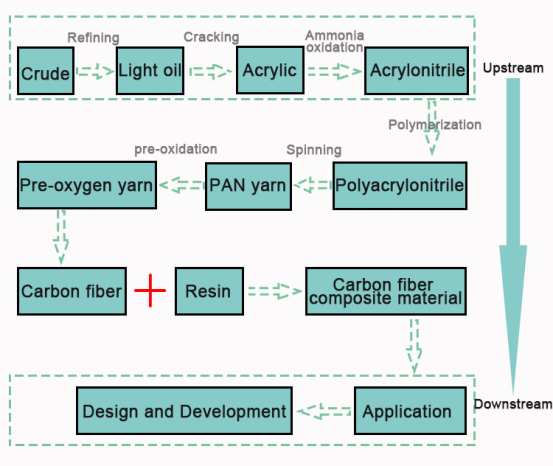
ნახშირბადის ბოჭკოს ინდუსტრიული ჯაჭვის ზემოთ, ნედლი აბრეშუმიდან ნახშირბადის ბოჭკომდე მთელი პროცესი უნდა გაიაროს ისეთი პროცესები, როგორიცაა დაჟანგვის ღუმელები, კარბონიზაციის ღუმელები, გრაფიტიზაციის ღუმელები, ზედაპირის დამუშავება და ზომის შერჩევა. ბოჭკოს სტრუქტურაში დომინირებს ნახშირბადის ბოჭკო.
ნახშირბადის ბოჭკოს ინდუსტრიული ჯაჭვის ზედა დინება ნავთობქიმიურ ინდუსტრიას ეკუთვნის და აკრილონიტრილი ძირითადად მიიღება ნედლი ნავთობის გადამუშავებით, კრეკინგით, ამიაკის დაჟანგვით და ა.შ.; პოლიაკრილონიტრილის წინამორბედი ბოჭკო, ნახშირბადის ბოჭკო მიიღება წინამორბედი ბოჭკოს წინასწარი დაჟანგვით და კარბონიზაციით, ხოლო ნახშირბადის ბოჭკოვანი კომპოზიტური მასალა მიიღება ნახშირბადის ბოჭკოსა და მაღალი ხარისხის ფისის დამუშავებით, გამოყენების მოთხოვნების დასაკმაყოფილებლად.
ნახშირბადის ბოჭკოს წარმოების პროცესი ძირითადად მოიცავს ხატვას, შედგენას, სტაბილიზაციას, კარბონიზაციას და გრაფიტიზაციას. როგორც ნაჩვენებია ნახაზზე:
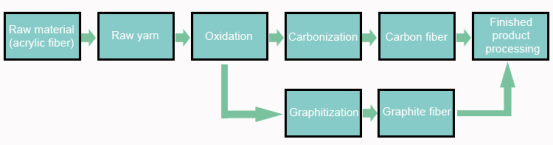
ნახატი:ეს ნახშირბადის ბოჭკოს წარმოების პროცესის პირველი ეტაპია. ის ძირითადად ნედლეულს ბოჭკოებად ყოფს, რაც ფიზიკური ცვლილებაა. ამ პროცესის დროს ხდება მასისა და სითბოს გადაცემა დაწნულ სითხესა და კოაგულაციის სითხეს შორის და ბოლოს PAN-ის დალექვა. ძაფები ქმნის გელის სტრუქტურას.
პროექტირება:ორიენტირებული ბოჭკოების გაჭიმვის ეფექტთან ერთად მუშაობისთვის საჭიროა 100-დან 300 გრადუსამდე ტემპერატურა. ეს ასევე წარმოადგენს PAN ბოჭკოების მაღალი მოდულის, მაღალი გამაგრების, სიმკვრივისა და დახვეწილობის მნიშვნელოვან ეტაპს.
სტაბილურობა:თერმოპლასტიკური PAN ხაზოვანი მაკრომოლეკულური ჯაჭვი გარდაიქმნება არაპლასტიკურ სითბოს მდგრადი ტრაპეციული სტრუქტურის სახით 400 გრადუსზე გაცხელებისა და დაჟანგვის მეთოდით, ისე, რომ ის არ დნება და არ არის აალებადი მაღალ ტემპერატურაზე, ინარჩუნებს ბოჭკოს ფორმას და თერმოდინამიკა სტაბილურ მდგომარეობაშია.
კარბონიზაცია:აუცილებელია არანახშირბადოვანი ელემენტების გამოდევნა PAN-ში 1000-დან 2000 გრადუსამდე ტემპერატურაზე და საბოლოოდ ნახშირბადის ბოჭკოების გენერირება ტურბოსტრატული გრაფიტის სტრუქტურით, რომლის ნახშირბადის შემცველობა 90%-ზე მეტია.
გრაფიტიზაცია: ამორფული და ტურბოსტრატული კარბონიზებული მასალების სამგანზომილებიან გრაფიტის სტრუქტურებად გადასაყვანად საჭიროა 2000-დან 3000 გრადუსამდე ტემპერატურა, რაც ნახშირბადის ბოჭკოების მოდულის გაუმჯობესების მთავარ ტექნიკურ ზომას წარმოადგენს.
ნახშირბადის ბოჭკოს დეტალური პროცესი, ნედლი აბრეშუმის წარმოების პროცესიდან მზა პროდუქტამდე, გულისხმობს, რომ PAN ნედლი აბრეშუმი იწარმოება წინა ნედლი აბრეშუმის წარმოების პროცესით. მავთულის მიმწოდებლის სველი სიცხით წინასწარი დაჭიმვის შემდეგ, იგი თანმიმდევრულად გადადის წინასწარი დაჟანგვის ღუმელში დაჭიმვის მანქანის მიერ. წინასწარი დაჟანგვის ღუმელის ჯგუფში სხვადასხვა გრადიენტულ ტემპერატურაზე გამოწვის შემდეგ, წარმოიქმნება დაჟანგული ბოჭკოები, ანუ წინასწარ დაჟანგული ბოჭკოები; წინასწარ დაჟანგული ბოჭკოები საშუალო და მაღალი ტემპერატურის კარბონიზაციის ღუმელებში გავლის შემდეგ ყალიბდება ნახშირბადის ბოჭკოებად; შემდეგ ნახშირბადის ბოჭკოები ექვემდებარება საბოლოო ზედაპირულ დამუშავებას, ზომის შერჩევას, გაშრობას და სხვა პროცესებს ნახშირბადის ბოჭკოვანი პროდუქტების მისაღებად. მავთულის უწყვეტი მიწოდებისა და ზუსტი კონტროლის მთელი პროცესი, ნებისმიერ პროცესში მცირე პრობლემა გავლენას მოახდენს სტაბილურ წარმოებასა და საბოლოო ნახშირბადის ბოჭკოვანი პროდუქტის ხარისხზე. ნახშირბადის ბოჭკოს წარმოებას აქვს ხანგრძლივი პროცესის ნაკადი, მრავალი ტექნიკური ძირითადი პუნქტი და მაღალი წარმოების ბარიერები. ეს არის მრავალი დისციპლინისა და ტექნოლოგიის ინტეგრაცია.
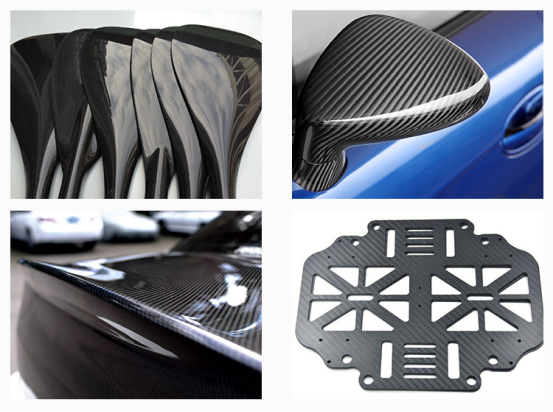
ზემოთ ნახშირბადის ბოჭკოს წარმოებაა, მოდით გადავხედოთ, თუ როგორ გამოიყენება ნახშირბადის ბოჭკოვანი ქსოვილი!
ნახშირბადის ბოჭკოვანი ქსოვილის პროდუქტების დამუშავება
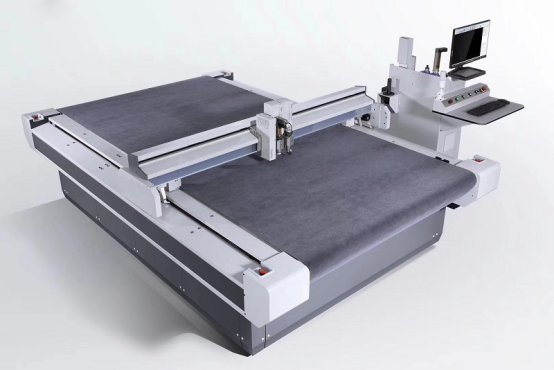
1. ჭრა
პრეპრეგი გამოაქვთ მაცივრიდან მინუს 18 გრადუსზე. გამოფხიზლების შემდეგ, პირველი ნაბიჯი არის მასალის ზუსტად დაჭრა ავტომატურ საჭრელ მანქანაზე მოცემული მასალის დიაგრამის მიხედვით.
2. მოპირკეთება
მეორე ეტაპია პრეპრეგის დადება დასაფენ ხელსაწყოზე და დიზაინის მოთხოვნების შესაბამისად სხვადასხვა ფენების დადება. ყველა პროცესი ლაზერული პოზიციონირების ქვეშ ხორციელდება.
3. ფორმირება
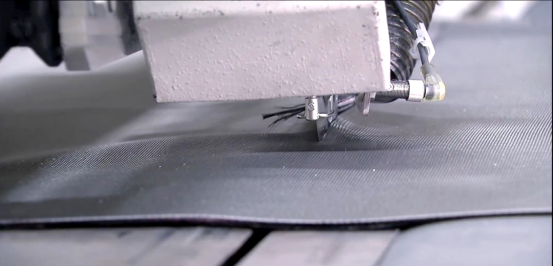
ავტომატური დამუშავების რობოტის მეშვეობით, პრეფორმა იგზავნება ჩამოსხმის მანქანაში შეკუმშვის ჩამოსხმისთვის.
4. ჭრა
ფორმირების შემდეგ, სამუშაო ნაწილი იგზავნება საჭრელი რობოტის სამუშაო სადგურზე მეოთხე ეტაპისთვის - ჭრისა და ბურუსების მოშორებისთვის, რათა უზრუნველყოფილი იყოს სამუშაო ნაწილის განზომილებიანი სიზუსტე. ეს პროცესი ასევე შეიძლება შესრულდეს CNC-ზე.
5. დასუფთავება
მეხუთე ნაბიჯი არის გამწმენდ სადგურზე მშრალი ყინულით გაწმენდის ჩატარება გამომყოფი აგენტის მოსაშორებლად, რაც მოსახერხებელია შემდგომი წებოთი დაფარვის პროცესისთვის.
6. წებო
მეექვსე ნაბიჯი არის სტრუქტურული წებოს წასმა წებოვანი რობოტის სადგურზე. წებოვანი პოზიცია, წებოს სიჩქარე და წებოს გამომავალი რაოდენობა ზუსტად რეგულირდება. ლითონის ნაწილებთან შეერთების ნაწილი მოქლონებით არის დამაგრებული, რაც მოქლონების სადგურზე ხორციელდება.
7. ასამბლეის შემოწმება
წებოს წასმის შემდეგ, შიდა და გარე პანელები იკრიბება. წებოს გაშრობის შემდეგ, ლურჯი სინათლის აღმოჩენა ხორციელდება ნახვრეტების, წერტილების, ხაზებისა და ზედაპირების განზომილებიანი სიზუსტის უზრუნველსაყოფად.
ნახშირბადის ბოჭკოს დამუშავება უფრო რთულია
ნახშირბადის ბოჭკოს აქვს როგორც ნახშირბადის მასალების მაღალი დაჭიმვის სიმტკიცე, ასევე ბოჭკოების რბილი დამუშავების უნარი. ნახშირბადის ბოჭკო ახალი მასალაა შესანიშნავი მექანიკური თვისებებით. ავიღოთ მაგალითად ნახშირბადის ბოჭკო და ჩვენი ჩვეულებრივი ფოლადი, ნახშირბადის ბოჭკოს სიმტკიცე დაახლოებით 400-დან 800 მპა-მდეა, ხოლო ჩვეულებრივი ფოლადის სიმტკიცე 200-დან 500 მპა-მდეა. სიმტკიცის თვალსაზრისით, ნახშირბადის ბოჭკო და ფოლადი ძირითადად მსგავსია და აშკარა განსხვავება არ არსებობს.
ნახშირბადის ბოჭკოს უფრო მაღალი სიმტკიცე და მსუბუქი წონა აქვს, ამიტომ ნახშირბადის ბოჭკოს შეიძლება ახალი მასალების მეფე ვუწოდოთ. ამ უპირატესობის გამო, ნახშირბადის ბოჭკოთი გამაგრებული კომპოზიტების (CFRP) დამუშავების დროს, მატრიცასა და ბოჭკოებს შორის რთული შინაგანი ურთიერთქმედება ხდება, რაც მათ ფიზიკურ თვისებებს ლითონებისგან განასხვავებს. CFRP-ის სიმკვრივე გაცილებით მცირეა ლითონებთან შედარებით, ხოლო სიმტკიცე - უმეტეს ლითონებთან შედარებით. CFRP-ის არაერთგვაროვნების გამო, დამუშავების დროს ხშირად ხდება ბოჭკოს გამოწევა ან მატრიცული ბოჭკოს აშრევება; CFRP-ს აქვს მაღალი თბოგამძლეობა და ცვეთისადმი მდგრადობა, რაც მას დამუშავების დროს უფრო მომთხოვნს ხდის აღჭურვილობის მიმართ, ამიტომ წარმოების პროცესში წარმოიქმნება დიდი რაოდენობით ჭრის სითბო, რაც უფრო სერიოზულად მოქმედებს აღჭურვილობის ცვეთაზე.
ამავდროულად, მისი გამოყენების სფეროების უწყვეტ გაფართოებასთან ერთად, მოთხოვნები სულ უფრო და უფრო დახვეწილი ხდება, ხოლო მასალების გამოყენებადობისა და CFRP-ის ხარისხის მოთხოვნები სულ უფრო მკაცრი ხდება, რაც ასევე იწვევს დამუშავების ღირებულების ზრდას.
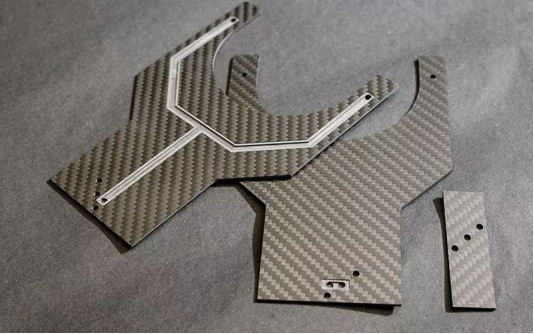
ნახშირბადის ბოჭკოვანი დაფის დამუშავება
ნახშირბადის ბოჭკოვანი დაფის გაშრობისა და ფორმირების შემდეგ, ზუსტი მოთხოვნების ან აწყობის საჭიროებების დასაკმაყოფილებლად საჭიროა შემდგომი დამუშავება, როგორიცაა ჭრა და ბურღვა. იმავე პირობებში, როგორიცაა ჭრის პროცესის პარამეტრები და ჭრის სიღრმე, სხვადასხვა მასალის, ზომისა და ფორმის ხელსაწყოებისა და ბურღების შერჩევას ძალიან განსხვავებული ეფექტი ექნება. ამავდროულად, დამუშავების შედეგებზე გავლენას ახდენს ისეთი ფაქტორები, როგორიცაა ხელსაწყოებისა და ბურღების სიმტკიცე, მიმართულება, დრო და ტემპერატურა.
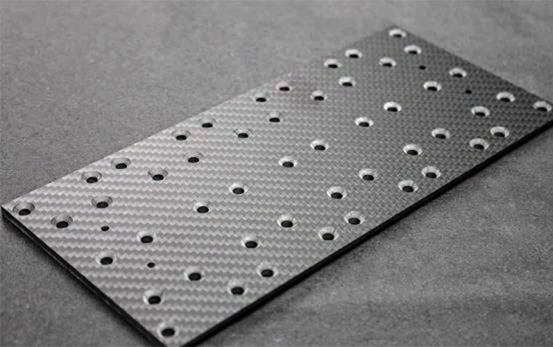
დამუშავების შემდგომი პროცესის დროს შეეცადეთ აირჩიოთ ბასრი ხელსაწყო ბრილიანტის საფარით და მყარი კარბიდის ბურღის პირით. ხელსაწყოსა და თავად ბურღის პირის ცვეთამედეგობა განსაზღვრავს დამუშავების ხარისხს და ხელსაწყოს მომსახურების ვადას. თუ ხელსაწყო და ბურღის პირი საკმარისად ბასრი არ არის ან არასწორად გამოიყენება, ეს არა მხოლოდ დააჩქარებს ცვეთას, გაზრდის პროდუქტის დამუშავების ღირებულებას, არამედ გამოიწვევს ფირფიტის დაზიანებას, რაც გავლენას მოახდენს ფირფიტის ფორმასა და ზომაზე, ასევე ფირფიტაზე არსებული ხვრელებისა და ღარების ზომების სტაბილურობაზე. იწვევს მასალის ფენოვან დაზიანებას ან თუნდაც ბლოკის ჩამოშლას, რაც იწვევს მთელი დაფის ჩამოშლას.
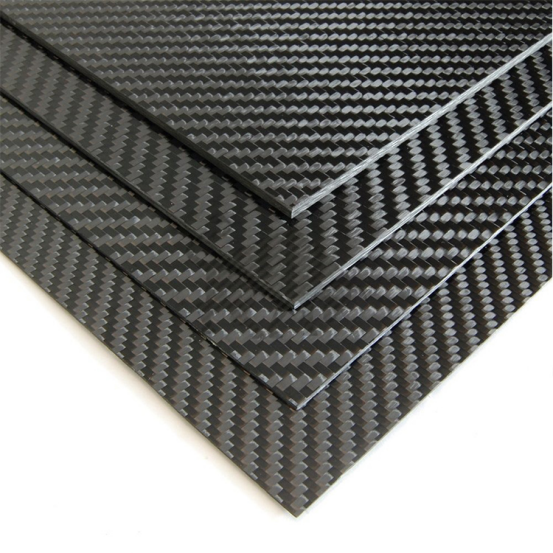
ბურღვის დროსნახშირბადის ბოჭკოვანი ფურცლებირაც უფრო მაღალია სიჩქარე, მით უკეთესი ეფექტია. ბურღის პირების შერჩევისას, PCD8 წინა კიდისებრი ბურღის უნიკალური წვერის დიზაინი უფრო შესაფერისია ნახშირბადის ბოჭკოვანი ფურცლებისთვის, რომელსაც შეუძლია უკეთ შეაღწიოს ნახშირბადის ბოჭკოვან ფურცლებში და შეამციროს დელამინაციის რისკი.
სქელი ნახშირბადის ბოჭკოვანი ფურცლების ჭრისას რეკომენდებულია ორპირიანი შეკუმშვის საჭრელის გამოყენება მარცხენა და მარჯვენა სპირალური კიდის დიზაინით. ამ ბასრ საჭრელ პირს აქვს როგორც ზედა, ასევე ქვედა სპირალური წვერები, რათა დააბალანსოს ხელსაწყოს ღერძული ძალა ჭრის დროს ზემოთ და ქვემოთ, რათა უზრუნველყოს, რომ შედეგად მიღებული ჭრის ძალა მიმართული იყოს მასალის შიდა მხარეს, რათა მიღწეულ იქნას სტაბილური ჭრის პირობები და თავიდან იქნას აცილებული მასალის დელამინაცია. „ანანასის კიდე“-ს ფრჩხილის ზედა და ქვედა რომბის ფორმის კიდეების დიზაინი ასევე ეფექტურად ჭრის ნახშირბადის ბოჭკოვანი ფურცლებს. მისი ღრმა ჩიპების ღარი ჭრის პროცესში ჩიპების გამოყოფის გზით შთანთქავს ჭრის სითბოს დიდ ნაწილს, რათა თავიდან იქნას აცილებული ნახშირბადის ბოჭკოს თვისებების დაზიანება.
01 უწყვეტი გრძელი ბოჭკო

პროდუქტის მახასიათებლები:ნახშირბადის ბოჭკოს მწარმოებლების ყველაზე გავრცელებული პროდუქტის ფორმა, შეკვრა შედგება ათასობით მონოფილამენტისგან, რომლებიც დახვევის მეთოდის მიხედვით სამ ტიპად იყოფა: NT (არასდროს დაგრეხილი, დაუგრეხილი), UT (დაუგრეხილი, დაუგრეხილი), TT ან ST (დაგრეხილი, დაგრეხილი), რომელთაგან NT ყველაზე ხშირად გამოყენებული ნახშირბადის ბოჭკოა.
ძირითადი გამოყენება:ძირითადად გამოიყენება კომპოზიტური მასალებისთვის, როგორიცაა CFRP, CFRTP ან C/C კომპოზიტური მასალები, და გამოყენების სფეროები მოიცავს თვითმფრინავის/აეროკოსმოსური აღჭურვილობის, სპორტული საქონლისა და სამრეწველო აღჭურვილობის ნაწილებს.
02 ძირითადი ბოჭკოვანი ძაფი

პროდუქტის მახასიათებლები:მოკლე ბოჭკოვანი ძაფი, მოკლე ნახშირბადის ბოჭკოებისგან დაწნული ძაფები, როგორიცაა ზოგადი დანიშნულების ფისზე დაფუძნებული ნახშირბადის ბოჭკოები, ჩვეულებრივ, მოკლე ბოჭკოების სახითაა წარმოდგენილი.
ძირითადი გამოყენება:თბოიზოლაციის მასალები, ხახუნის საწინააღმდეგო მასალები, ც/ც კომპოზიტური ნაწილები და ა.შ.
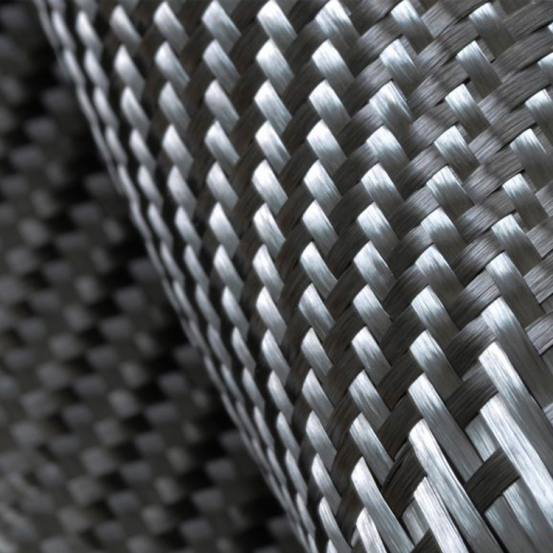
03 ნახშირბადის ბოჭკოვანი ქსოვილი

პროდუქტის მახასიათებლები:იგი მზადდება უწყვეტი ნახშირბადის ბოჭკოსგან ან ნახშირბადის ბოჭკოვანი დაწნული ძაფისგან. ქსოვის მეთოდის მიხედვით, ნახშირბადის ბოჭკოვანი ქსოვილები შეიძლება დაიყოს ნაქსოვ ქსოვილებად, ნაქსოვ ქსოვილებად და უქსოვ ქსოვილებად. ამჟამად, ნახშირბადის ბოჭკოვანი ქსოვილები, როგორც წესი, ნაქსოვი ქსოვილებია.
ძირითადი გამოყენება:იგივეა, რაც უწყვეტი ნახშირბადის ბოჭკო, ძირითადად გამოიყენება კომპოზიტურ მასალებში, როგორიცაა CFRP, CFRTP ან C/C კომპოზიტური მასალები, და გამოყენების სფეროები მოიცავს თვითმფრინავის/კოსმოსური აღჭურვილობის, სპორტული საქონლის და სამრეწველო აღჭურვილობის ნაწილებს.
04 ნახშირბადის ბოჭკოვანი ნაქსოვი ქამარი

პროდუქტის მახასიათებლები:ის მიეკუთვნება ნახშირბადის ბოჭკოვანი ქსოვილის სახეობას, რომელიც ასევე ნაქსოვია უწყვეტი ნახშირბადის ბოჭკოსგან ან ნახშირბადის ბოჭკოვანი დაწნული ძაფისგან.
ძირითადი გამოყენება:ძირითადად გამოიყენება ფისზე დაფუძნებული გამაგრებითი მასალებისთვის, განსაკუთრებით მილისებრი პროდუქტების წარმოებისა და დამუშავებისთვის.
05 დაჭრილი ნახშირბადის ბოჭკო

პროდუქტის მახასიათებლები:ნახშირბადის ბოჭკოვანი დაწნული ძაფის კონცეფციისგან განსხვავებით, იგი, როგორც წესი, მზადდება უწყვეტი ნახშირბადის ბოჭკოსგან დაჭრილი დამუშავების გზით, ხოლო ბოჭკოს დაჭრილი სიგრძე შეიძლება მოიჭრას მომხმარებლის საჭიროებების შესაბამისად.
ძირითადი გამოყენება:როგორც წესი, გამოიყენება პლასტმასის, ფისების, ცემენტის და ა.შ. ნარევის სახით, მატრიცაში შერევით, შესაძლებელია მექანიკური თვისებების, ცვეთისადმი მდგრადობის, ელექტროგამტარობის და თბომდგრადობის გაუმჯობესება; ბოლო წლებში, 3D ბეჭდვის ნახშირბადის ბოჭკოვანი კომპოზიტების გამაგრების ბოჭკოები ძირითადად დაჭრილი ნახშირბადის ბოჭკოებია.
06 ნახშირბადის ბოჭკოს დაფქვა

პროდუქტის მახასიათებლები:რადგან ნახშირბადის ბოჭკო მყიფე მასალაა, დაფქვის შემდეგ მისი დაფხვნა, ანუ ნახშირბადის ბოჭკოს დაფქვა, შესაძლებელია მისი დაფხვნა დაფხვნილ ნახშირბადის ბოჭკოვან მასალად გადაქცევა.
ძირითადი გამოყენება:დაჭრილი ნახშირბადის ბოჭკოს მსგავსია, მაგრამ იშვიათად გამოიყენება ცემენტის არმატურაში; ჩვეულებრივ გამოიყენება პლასტმასის, ფისის, რეზინის და ა.შ. ნაერთის სახით მატრიცის მექანიკური თვისებების, ცვეთამედეგობის, ელექტროგამტარობის და თბომედეგობის გასაუმჯობესებლად.
07 ნახშირბადის ბოჭკოვანი ხალიჩა

პროდუქტის მახასიათებლები:ძირითადი ფორმაა თექა ან ხალიჩა. თავდაპირველად, მოკლე ბოჭკოები ფენებად იდება მექანიკური დამუშავებით და სხვა მეთოდებით, შემდეგ კი მზადდება ნემსით დამუშავებით; ასევე ცნობილია, როგორც ნახშირბადის ბოჭკოვანი უქსოვი ქსოვილი და მიეკუთვნება ნახშირბადის ბოჭკოვანი ნაქსოვი ქსოვილის სახეობას.ძირითადი გამოყენება:თბოიზოლაციის მასალები, ჩამოსხმული თბოიზოლაციის მასალის სუბსტრატები, სითბოს მდგრადი დამცავი ფენები და კოროზიისადმი მდგრადი ფენის სუბსტრატები და ა.შ.
08 ნახშირბადის ბოჭკოვანი ქაღალდი
პროდუქტის მახასიათებლები:იგი მზადდება ნახშირბადის ბოჭკოსგან მშრალი ან სველი ქაღალდის დამზადების პროცესით.
ძირითადი გამოყენება:ანტისტატიკური ფირფიტები, ელექტროდები, დინამიკის კონუსები და გამათბობელი ფირფიტები; ბოლო წლებში ცხელი გამოყენებაა ახალი ენერგეტიკული ავტომობილის აკუმულატორის კათოდური მასალები და ა.შ.
09 ნახშირბადის ბოჭკოვანი წინასწარი პრეპრეგი
პროდუქტის მახასიათებლები:ნახშირბადის ბოჭკოთი გაჟღენთილი თერმომყარი ფისისგან დამზადებული ნახევრად გამაგრებული შუალედური მასალა, რომელსაც აქვს შესანიშნავი მექანიკური თვისებები და ფართოდ გამოიყენება; ნახშირბადის ბოჭკოვანი პრეპრეგის სიგანე დამოკიდებულია დამუშავების აღჭურვილობის ზომაზე და საერთო სპეციფიკაციები მოიცავს 300 მმ, 600 მმ და 1000 მმ სიგანის პრეპრეგირებულ მასალას.
ძირითადი გამოყენება:თვითმფრინავის/კოსმოსური აღჭურვილობა, სპორტული საქონელი და სამრეწველო აღჭურვილობა და ა.შ.
010 ნახშირბადის ბოჭკოვანი კომპოზიტური მასალა
პროდუქტის მახასიათებლები:თერმოპლასტიკური ან თერმომყარი ფისისგან დამზადებული საინექციო ჩამოსხმის მასალა, რომელიც შერეულია ნახშირბადის ბოჭკოსთან, ნარევს ემატება სხვადასხვა დანამატები და დაჭრილი ბოჭკოები, შემდეგ კი გადის შერევის პროცესს.
ძირითადი გამოყენება:მასალის შესანიშნავ ელექტროგამტარობაზე, მაღალ სიმყარესა და სიმსუბუქეზე დაყრდნობით, იგი ძირითადად გამოიყენება აღჭურვილობის კორპუსებსა და სხვა პროდუქტებში.
ჩვენ ასევე ვაწარმოებთმინაბოჭკოვანი პირდაპირი როვინგი,მინაბოჭკოვანი ხალიჩები, მინაბოჭკოვანი ბადე, დამინაბოჭკოვანი ნაქსოვი როვინგი.
დაგვიკავშირდით:
ტელეფონის ნომერი:+8615823184699
ტელეფონის ნომერი: +8602367853804
Email:marketing@frp-cqdj.com
გამოქვეყნების დრო: 2022 წლის 1 ივნისი





